- Room for insight!
- 0404 324 034
- info@controlhub.com.au
Case Study, Upgrade of the mixing plant (PART 6)

Case Study, Upgrade of the mixing plant (PART 5)
6 August 2022
ANALYSIS OF RESULTS
Test and checks results
Motor
- No-load current: Motor currents when pumping driving the pump only with no liquid raw material in the system, on average motor current observed from VSD screen was 12.8 amps per phase, this is good for a motor of 38 amps rated full-load current. There is still a current increase range of about 23.2 amps before reaching maximum rated current.
- Full-load current: Motor currents when pump is pumping a liquid, the average current was observed to be 26.6 amps well below the maximum rated current of the motor, this current allows the pump-to-pump liquids with different viscosity without overheating the motor (I2R losses)
- Motor temperature: Checked motor temperature after long running, the temperature of the motors was checked by feeling with a hand the body of the motor, temperature was found to be low, generally if one can put a hand on the motor body for two minutes without burning his hand the motor temperature is said to be normal.
Noise general: noise was checked when pumping a liquid and was found to be normal.
- Motor insulation resistance test: The average reading obtained was within the recommended range of one mega ohm (1 MΩ)
- Rotation of the motors tested: For proper direction of material travel, each motor was decoupled from the pump and stated to check the direction of rotation. All motors are supposed to turn in the clockwise direction and those turning anticlockwise were corrected by swapping any two phases in the terminal box of that motor.
Valves
- All valves were tested at the operation pressure by subjecting them to full operating conditions they are expected to endure.
Pumps
- Pressure and performance testing was done on the pumps. During performance test the pump was checked for smooth running and bearing temperature and was satisfactory.
PLC Programs
The following checks and tests were done on the PLC program
- Checking the hardware
During engineering process addresses and wires must not be mixed up, thus, each sensor, switch and button is connected to specific input and actuator to an output.
During the checking procedure, the outputs were set in the test mode and the actuators met the specific functions
- Testing inputs and outputs
Input devices e.g. switches were manipulated to give the open and closed contact conditions and corresponding LED on the input module observed. (LED must illuminate when input is closed and not illuminate when input is open)
- Transferring and testing hardware
All available off-line and virtual PLC program testing tools were used to find the program fault
- Optimization of the software
All corrections were made in the PLC user program and were also considered in the documentation.
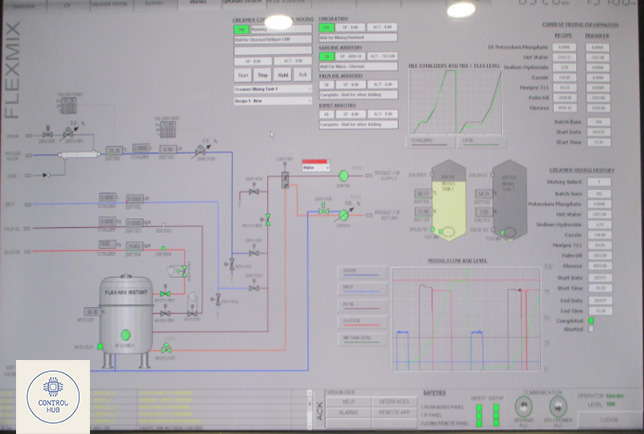
SCADA Operation
- All operations controlling the system were able to be done through the SCADA and gave interactive message when fault occurs such as when a valve fails to open
Training
Training was conducted to all operators and their managers, to make sure the operators are familiar with
- all aspects of the construction e.g., positions of emergency buttons
- Normal operating conditions of the equipment.
- Be able to Immediately recognise an abnormal situation or operating condition before any serious damage occurs
- General safety training about conveyors was conducted to all workers in that plant covering manly dangers of the system
General Safety Operation Procedure (SOP) was handed to all personnel concerned (see appendix for copy)
Problems encountered and solutions
- Wrong couplers supplied: This was a drawback on time because most of the work was done on weekend and the problem was only discovered during installation. Unfortunately, the suppliers could not be contacted because it was weekend, and the work was scheduled for the following weekend.
Solution: The suppliers were contacted and acknowledged the mistake. The correct gear box-motor couplers were delivered during the week and work resumed.
- Single phasing: While running the motors with load and monitoring their performance Motor 2 was found to be overheating. After carrying out the necessary test it was found out that the voltage at the motor terminals was missing one phase. It was discovered after tests that the motor isolator was faulty, and it was manufacturer’s default.
Solution: The Isolator was changed with a new one which had all poles working.
- Loss of flow: During testing for pump functionality, pump 1 was not pumping the fluid after the valves were opened and motor running.
Solution: It was observed the shaft was running the opposite direction. The direction of the shaft was corrected by changing the direction of rotation of the motor.
Recommendations
- The system to be operated by trained and competent personnel.
- Regular cleaning schedules since it is a food mixing plant to remove the sticking milk power from the mixing tank and transporting pipes.
- Safety audits/checks be carried out timely to keep good standards and make the system very safe.
- Operators should be computer literate
- All maintenance team members to be trained on how to fully operate the system as it is easy to repair or maintain a system you know how it functions.
Conclusion
With the stages covered so far, the author can gladly conclude that the project has been a success because all the user requirements were archived within the specified time. The benefits of the upgraded and automated plant surpass those of using the manual plant. A great saving on power consumption has also been observed because the system automatically switches from filling one tank to another and switches off when tanks are full.
The contaminated rubble and dismantled mixing tanks were transported to licensed hazardous land fill zone
The basic assessment (BA) and Environmental Management for the project (EMP) satisfy the NEMA requirements.
Use of internal manpower gave a vital experience to the maintenance team.
Project Highlights
Current Status of project
The project is currently on going and completion is expected end of October 2017
Cost
The project had realised a huge saving mainly due to reduce raw material wastage, improved efficiency, and reliability. The project costs are still within budget because the company used its own manpower and reused some of the components which were still in good condition.
Commissioning
While testing had been an on -going process throughout the project, commissioning and handing over can only be done at the end of the project.
BIBLIOGRAPHY
CHAPMAN, J.S. 2012. Electric Machinery Fundamentals. 5th Edition. New York:
The McGraw-Hill Companies, Inc:
DONALD, G. & WAYNE, B. 2000. Standard Handbook for Electrical Engineers. 14th
Edition. New York: McGraw-Hill
FARADAY, M.1979. Experimental Researches in Electricity, Phi.Trans
HAZELRIGG, G. A. 1998. A Framework for Decision-Based Engineering Design,
Journal of Mechanical Design.
KEPNER, C. H. & TREGOE, B. B. 1981. The New Rational Manager. John Martin
Publication, London.
PAYNE, B. 2013. Disadvantages of automation. Vista Industrial products, Inc.
PUGH, S. 1990. Total Design. Addison-Wesley, Reading, MA.
SKOVGAARD, A 2004. The pump Handbook. Grundfos Management A/S.
STILL, A. & SISKIND, C.S. 1954. Elements of Electrical Machine Design. Third
Edition. New York: The McGraw-Hill Book Company, Inc.
UNIVERSITY OF SOUTH AFRICA. 2005. Industrial Projects IV Study Guide 1&2. First
Edition: Florida, SA
APPENDIX B

APPENDIX C
-
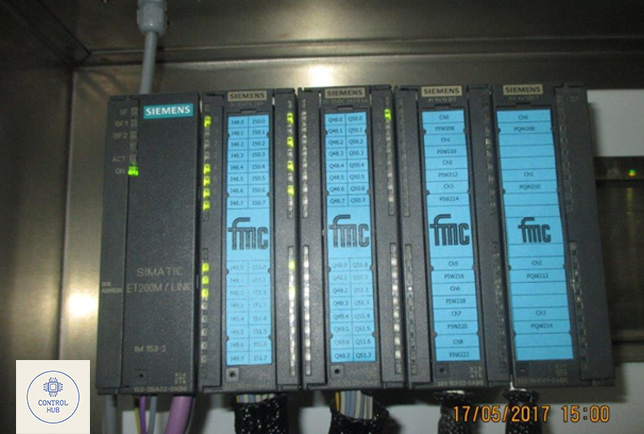
- PLC Arrangement
-

- Danfoss Drive
-

- New Panel Under construction
-

- New Storage Tanks
APPENDIX D
-

- Old Tanks
-

- Old Mixing Panel
-

- Old Mixing Panel